
不要犹豫,花一分钟时间观看我们的管线管-焊管一周内发货产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:管线管-焊管一周内发货的图文介绍

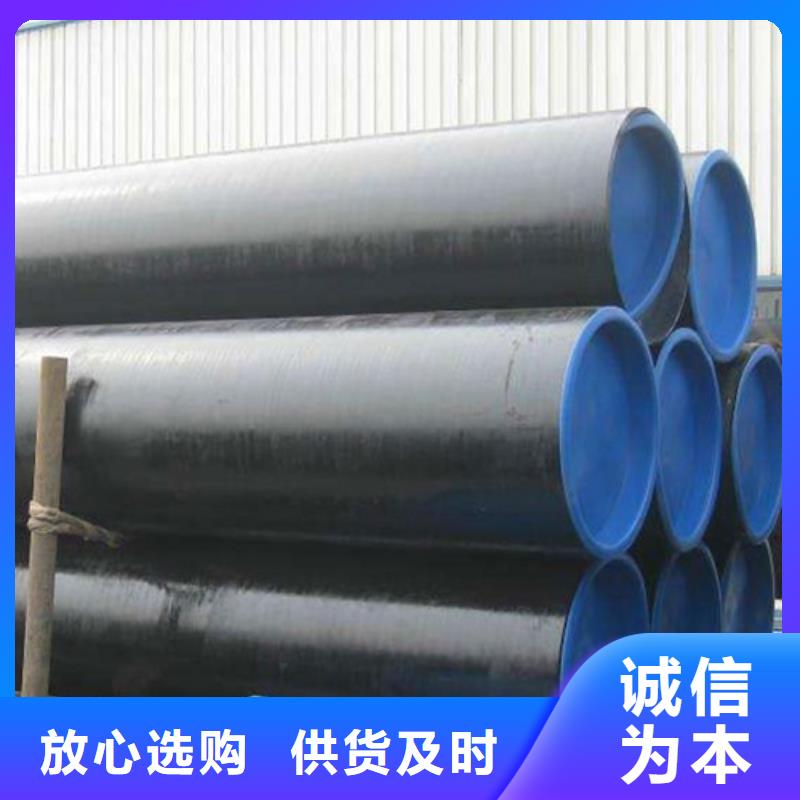
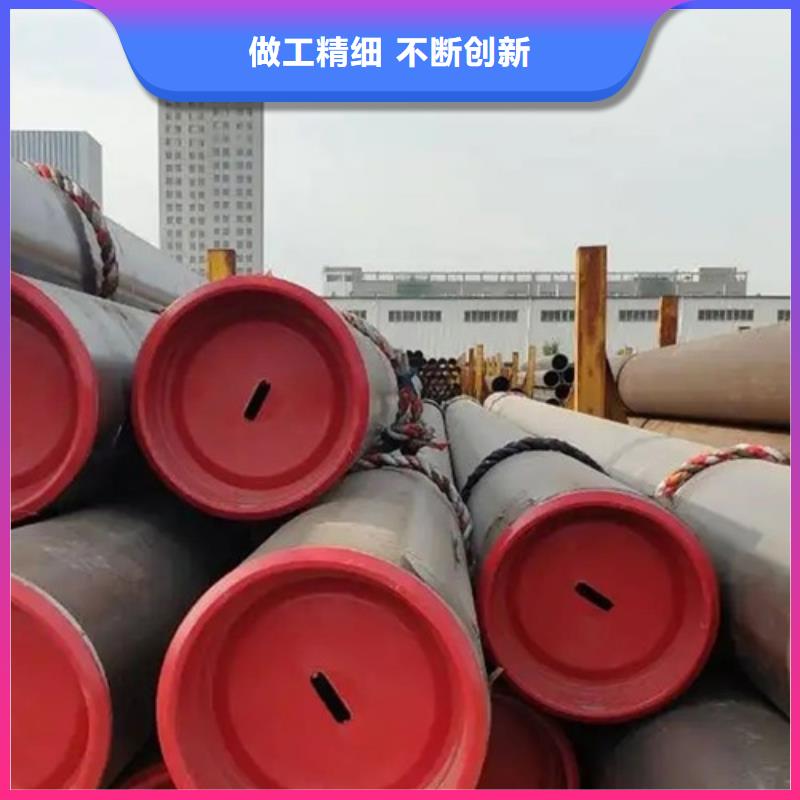
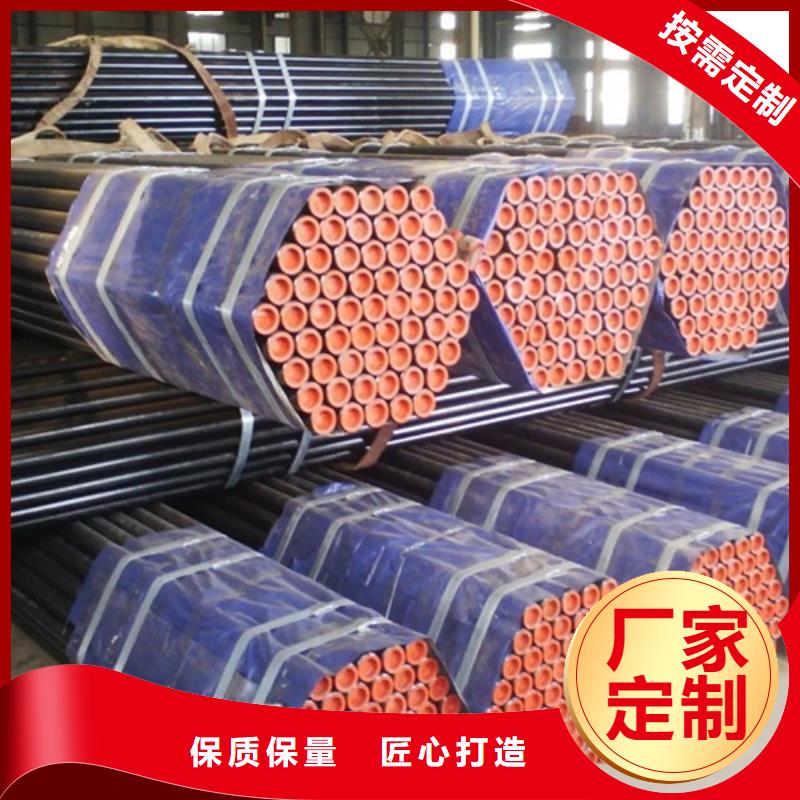
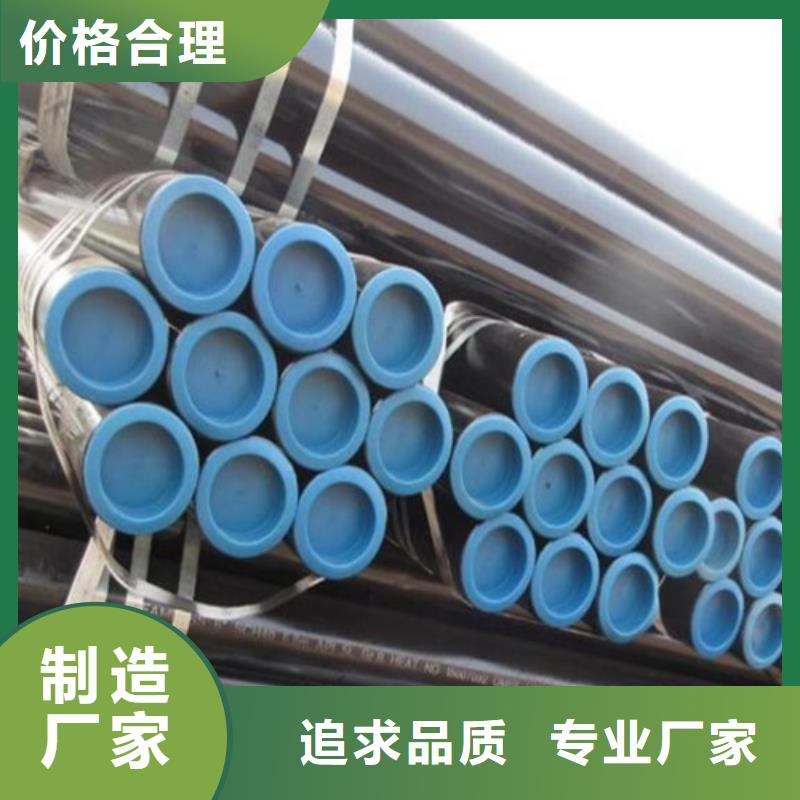
这是商家绵阳鹏鑫钢铁有限公司发布的 焊管产品,一下是 焊管高清大图和产品介绍,产品真是有效,价格实惠,量大从优。



管线管电焊焊接溅出的方法 管线管电焊焊接溅出的危害主要表现在:减少电焊焊接熔敷率,减少电焊焊接生产效率;溅出物易黏附在焊接件和喷头上,危害激光焊接品质,使电焊焊接工作标准下降及施工时间;电焊焊接熔合不稳定,造成焊接外观设计比较不光滑等缺点。要避免溅出的产生,下列五个对策应当对您有些协助: (一)管线管电弧焊中,针对每一种孔径焊条的溅出率和电焊焊接电流量中间都具有着一定的规律性:在小电流量区溅出率较小,进到大电流量区溅出率也较小,而正中间区溅出率大。因此在挑选电焊焊接电流量时,应尽量绕开溅出率高的电流量地区。 (二)焊条外伸长短应尽量减少,可以更合理地降低管线管电焊焊接溅出。 (三)气体保护焊机选用正正负极时因为电孤受阳极氧化色斑工作压力危害,溅出猛增且颗粒物大,因而一般选用直流电反正负极接线方法。 (四)在电焊焊接控制回路中串连大的电感器。选用中等水平电流量标准气体保护焊时,因弦长较短,与此同时熔滴和熔合都是在不断地健身运动,熔滴与熔合非常容易产生短路故障全过程,因此气体保护焊除大滴状抵触衔接外,也有一部分熔滴是短路故障衔接,在电焊焊接控制回路中串连大一些的电感器,使短路容量升高速度比较慢一些,那样可以恰当地降低管线管电焊焊接溅出。 (五)气焊枪竖直电焊焊接管线管时溅出量少,歪斜视角越大,溅出就越大。根据实践经验证明,气焊枪前伸或后倾好不超过20°,大不可以高于25°。



X52管线管连接方式为焊接,接箍连接,承插连接等,国内钢厂生产的X52管线管是把抽出地面的油,汽,水,通过管线管输送到石油和天然气工业企业。X52管线管包括无缝管和焊接钢管,其管端有平端,带螺纹端和承口端;API 5L管线钢无缝钢管,无缝钢管管线钢材质:GR.B,X42,X46,52,X56,X60,X65,X70。其连接方式为焊接,接箍连接,承插连接等。 现代管线钢属于低碳或超低碳的微合金化钢,是高技术含量和高附加值的产品,管线钢生产几乎应用了冶金*域近20多年来的一切工艺技术新成就。管线工程的发展趋势是大管径、高压富气输送、高冷和腐蚀的服役环境、海底管线的厚壁化。 因此现代管线钢应当具有高强度、低包申格效应、高韧性和抗脆断、低焊接碳素量和良*焊接性、以及抗HIC和抗H2S腐蚀。*化的生产策略是进步钢的洁净度和组织均匀性,C≤0.09%、S≤0.005%、P≤0.01%、O≤0.002%,并采取微合金化,真空脱气+CaSi、连铸过程的轻压下,多阶段的热机械轧制以及多功能间歇加速冷却等工艺。

鹏鑫钢铁有限公司

